icon.highlightedarticle.dark Highlighted Reiniging Hygiënische procesvoering: maak een reinigingsplan! Branded icon.news.dark Marktnieuws Beursorganisatie ChainCraft & Royal Avebe: lokale opschaling van biobased vetzuren Tijdens de Rotterdam Processing Week liet Joana Leíros (Process Engineer, ChainCraft) zien hoe radicaal de chemie kan veranderen wanneer je niet vertrekt vanuit olie, maar vanuit reststromen. Haar sessie was tegelijk technisch scherp en strategisch geladen: de fossiele keten kraakt, voedselreststromen stapelen Lees meer icon.arrow--dark icon.news.dark Marktnieuws Mengen Bouwmaterialenhandel De Bedijking ontvangt 6 Wetmix silomengers met 1-fase besturingskasten De ideale combi voor goed metselwerk. Enigszins verborgen achter de bebouwing aan de Industrieweg in Mijdrecht is een van de vestigingen van Bouwmaterialenhandel De Bedijking. Maar velen in de wijde omgeving weten dit bedrijf, onder leiding van Izaak Hooning, goed Lees meer icon.arrow--dark icon.news.dark Marktnieuws Vochtmeting Online vochtmeting op FGD gips FGD-gips komt voor in talloze gipsplaten en dus in heel wat woningen. Het wordt geproduceerd bij rookgasontzwaveling. Het materiaal wordt vervolgens gespoeld en daarna ontwaterd om een consistent product te produceren. Een veelgebruikte processtap hiervoor is het drogen met een Lees meer icon.arrow--dark icon.news.dark Marktnieuws Tech & Productie Optische sensor met breed detectieveld De Wide Beam Sensor Banner B25 van TURCK detecteert zelfs de kleinste en meest transparante objecten op betrouwbare wijze Met de B25 Wide Beam Sensor biedt TURCK een robuuste oplossing voor de nauwkeurige detectie van zelfs de kleinste en meest Lees meer icon.arrow--dark icon.news.dark Marktnieuws Vochtmeting Speciale sampler voor inline vochtmeting de PN1 Nauwkeurige meting van het vochtgehalte voor fijne bulkmaterialen – direct in het proces. In het geval van fijne poeders en lage vochtgehaltes bepaalt niet alleen de sensor de meetkwaliteit, maar vooral de bemonstering onder gedefinieerde omstandigheden. Precies hier komt onze Lees meer icon.arrow--dark icon.news.dark Marktnieuws Tech & Productie Gedroogde meelwormen, een waardevolle bron van eiwitten. Hoe optimaliseer je dit droogproces? De meelworm is een eetbare insectensoort, ook bekend als Tenebrio Molitor. Hij heeft een verfijnde smaak die doet denken aan amandelen en cashewnoten. Eetbare meelwormen zijn een bron van complexe eiwitten, zink, magnesium en B-vitamines. Gedroogde meelwormen zijn dan ook Lees meer icon.arrow--dark icon.news.dark Marktnieuws Tech & Productie Van zaagsel tot afgewerkte pellet: vochtmetingen zijn overal nodig Kort uitgelegd: Houtpellets worden gemaakt van zaagsel en houtsnippers. Klinkt eenvoudig, maar het proces heeft specifieke eisen aan de materiaalvoorbereiding, drogen, conditioneren, persen, koelen, zeven, opbergen. Korte toelichting: Afleveren en transporteren van grondstoffen Drogen: Het doel is een gedefinieerd restvocht, Lees meer icon.arrow--dark icon.news.dark Marktnieuws Tech & Productie Belang vochtgehalte bij verbranden van biomassa Verbranding van biomassa zorgt voor de levering van duurzame energie. Bij deze verbranding wordt biomassa omgezet in warm water voor bijvoorbeeld stadsverwarming, stoom, thermische olie en elektriciteit. Het hart van de installatie is de vuurhaard. De juiste verbranding zorgt voor Lees meer icon.arrow--dark icon.news.dark Marktnieuws Mengen MC² srl nieuw programma met lab mengers en drogers MC² is een bedrijf in het mooie Italiaanse Bologna met veel ervaring in mengtechniek. Zij leveren voornamelijk ploegschaarmengers en lintmengers voor vaste stoffen die efficiënt en snel met elkaar gemengd dienen te worden, of waar een kleine hoeveelheid (pasteuze) vloeistof Lees meer icon.arrow--dark icon.news.dark Marktnieuws Installatiebouw Poeth neemt succesvol nieuwe organische meststoffen fabriek in bedrijf Om de productiecapaciteit nu én in de toekomst te kunnen blijven garanderen, besloot Fertira in 2024 om de bestaande fabriek uit te breiden met twee extra perslijnen. Daarmee wordt de capaciteit verdubbeld. Tegelijkertijd was er ook een flinke uitbreiding nodig Lees meer icon.arrow--dark Most read Just in icon.article.dark RegelgevingTraceerbaarheid essentieel om volgens EC 1935/2004 te werken icon.article.dark Tech & ProductieWormwiel aandrijving: wat is het, hoe werkt het? icon.news.dark Tech & ProductieTweedehands persschroef type TR200 te koop icon.news.dark Tech & ProductieAirspeed meter icon.article.dark machinebouwGeïntegreerde softwarebibliotheken besparen AZO tot 30% engineeringtijd icon.news.dark MengenBouwmaterialenhandel De Bedijking ontvangt 6 Wetmix silomengers met 1-fase besturingskasten icon.news.dark VochtmetingOnline vochtmeting op FGD gips icon.news.dark Tech & ProductieOptische sensor met breed detectieveld icon.news.dark VochtmetingSpeciale sampler voor inline vochtmeting de PN1 icon.news.dark Tech & ProductieGedroogde meelwormen, een waardevolle bron van eiwitten. Hoe optimaliseer je dit droogproces? Looking for a reliable partner? At Solids Processing, you will find the experts in your sector. Search for companies and products. Search icon.arrow--dark View all of our suppliers icon.arrow--dark Agenda 5 mrt - icon.calendar.dark Endress+Hauser, Nikkelstraat 6, 1411 AJ Naarden Endress+Hauser College: Een kloppende stoommassabalans 12 mrt - icon.calendar.dark Wageningen, De Nieuwe Wereld NWGD Duurzaam Drogen Dag 2 t/m 4 jun icon.calendar.dark Jaarbeurs Utrecht VICTAM International 2026 View all events icon.arrow--dark Vacancies Solids Processing zoekt versterking van het redactieteam Parttime | Thuis PRECIA MOLEN ZOEKT SERVICE COÖRDINATOR Fulltime | Nederland Regional Sales Engineer Coperion Benelux Fulltime | Belgium View all vacancies icon.arrow--dark Receive monthly updates on the latest developments in your field in your inbox. Subscribe now to receive our newsletter icon.arrow--dark Expand your knowledge. Read our magazine directly online. Read the magazine icon.arrow--dark Receive monthly updates on the latest developments in your field in your inbox. InstagramDit veld is bedoeld voor validatiedoeleinden en moet niet worden gewijzigd.Voornaam *(Vereist)Achternaam *(Vereist)E-mail *(Vereist) * verplichte velden Je gegevens zijn veilig bij ons Ruim 500 vakgenoten gingen je voor. Volg jij ons al? LinkedIn Automatisering View all articles icon.arrow--dark icon.news.dark Marktnieuws Detecteer betrouwbaar luchtvochtigheid Industriële luchtvochtigheidstransmitters in gebruik. In veel industriële toepassingen moet de luchtvochtigheid continu en betrouwbaar worden gemonitord. Of het nu in hallen, riolen, machines of technische systemen is. Hiervoor bieden we industriële luchtvochtigheidstransmitters aan. Ontworpen voor continu gebruik, met duidelijke interfaces Lees meer icon.arrow--dark icon.news.dark Nieuws Kennisdag industriële digitale transformatie Op de eerste editie van ABISS Breda kwam op 30 oktober 2025 bijna 300 ict-specialisten af voor een dag rond industriële digitale transformatie. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Vochtmetingen zitten overal, maar waar zet je hem in de praktijk in Of het nu inline, online of offline is – we meten overal. ACO-sensoren kunnen flexibel worden geïntegreerd in een breed scala aan processen: in de silo op of onder transportbanden in schroeftransporteurs in stortkokers, mixers of stortkokers Het overzicht toont Lees meer icon.arrow--dark Management View all articles icon.arrow--dark icon.news.dark Marktnieuws Beursorganisatie Solids Antwerpen 2026: waar investeringsbeslissingen in de bulk- en procesindustrie samenkomen Op 21 en 22 oktober 2026 vormt Antwerp Expo opnieuw het kruispunt voor professionals actief in de verwerking, opslag en logistiek van bulk- en poedergoederen. Solids Antwerpen brengt engineers, plant managers, aankopers en beslissers samen in het hart van een Lees meer icon.arrow--dark icon.news.dark Nieuws Overheidsgeld voor tech-innovatie Het ministerie van Economische Zaken wil de samenwerking tussen innovatieve (mkb-)ondernemers en onderzoekers stimuleren met een bedrag van € 66 miljoen. Lees meer icon.arrow--dark icon.news.dark Nieuws Economie maakindustrie in het slop Koninklijke Metaalunie heeft zijn Economische Barometer Q3 2025 gepresenteerd en die blijft voor het najaar op ‘onbestendig’ staan. Lees meer icon.arrow--dark Onderhoud View all articles icon.arrow--dark icon.article.dark Artikel (F)IBC's 3D-engineering: krachtige ontwerptool voor bulkhandling installaties Driedimensionaal technisch ontwerp, kortweg 3D-engineering, vereenvoudigt maatwerkontwerp van bulkhandlingsprocessen. Bijkomend voordeel is dat opdrachtgevers kunnen zien hoe de toekomstige installatie er binnen hun fabriek uit gaat zien. Lees meer icon.arrow--dark icon.article.dark Artikel (F)IBC's Coperion en Herbold Meckesheim: oplossingen voor verwerking en recycling van kunststoffen Op Fakuma 2024 (15-19 oktober 2024, Friedrichshafen, Duitsland) zullen Coperion en Herbold Meckesheim samen talrijke product- en procesoplossingen presenteren die zowel het compounderen als de recycling van kunststoffen aanzienlijk efficiënter maken en die consistent een hoge productkwaliteit bereiken. Coperion en Lees meer icon.arrow--dark icon.news.dark Marktnieuws Onderhoud Vooruitdenken – De voordelen van een servicegerichte aanpak bij voedingsmiddelenfabrikanten Bij het opzetten van een fabriek is planning cruciaal voor langdurige efficiënte processen. Coperion betrekt vroegtijdig het serviceteam erbij, aangepast aan klantbehoeften met serviceplannen, trainingen en vervangingsprogramma’s voor optimale productiecontinuïteit. Bij het configureren van een fabriek is planning altijd van Lees meer icon.arrow--dark R&D View all articles icon.arrow--dark icon.news.dark Nieuws Proefinstallaties Oceaanschip met windondersteuning bespaart brandstof De Amerikaanse multinational Cargill heeft resultaten gepubliceerd van de eerste reis van ‘s werelds eerste oceaanschip met windondersteuning. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Onderzoek MiFood creëert wetenschappelijk bewezen gezonde mixen met maatwerk R&D-lijn Samen met het Nutritional Concepts Lab (een voedingslaboratorium van de Brightlands Campus Greenport Venlo), heeft Dinnissen een innovatieve lijn ontwikkeld om groente en fruit te verwerken tot gezonde consumentenproducten. Driejarige humane food interventie studie De initiatiefnemer van het Nutritional Concepts Lees meer icon.arrow--dark icon.news.dark Marktnieuws Proefinstallaties Het Coperion Recycling Innovation Center is operationeel Coperion lanceert haar Recycling Innovation Center, een hightech testfaciliteit voor kunststofrecycling. Klanten kunnen elke stap van het proces testen, optimaliseren en duurzame oplossingen ontwikkelen. Hightech testcentrum voor kunststofrecyclingtoepassingen Coperion heeft met succes haar nieuwe Recycling Innovation Center gelanceerd. In dit Lees meer icon.arrow--dark Regelgeving View all articles icon.arrow--dark icon.article.dark Industry news Traceerbaarheid essentieel om volgens EC 1935/2004 te werken Traceerbaarheid van machineonderdelen, zoals vereist door de Europese Food Contact Materials Regulation, is onmisbaar voor transparantie en het waarborgen van de voedselveiligheid. Belangrijke regelgeving toch? Toch is een groot deel van de sector amper bekend met de EC 1935/2004, en het belang daarvan om de (voedsel)veiligheid van processen te borgen. Zo bleek tijdens de paneldiscussie ‘Hygiënisch design en procesvoering’. Lees meer icon.arrow--dark icon.news.dark Nieuws EFSE keurt meelwormpoeder goed als voedselingrediënt De Europese Commissie heeft de toepassing van met UV-licht behandeld meelwormenpoeder in voedingsmiddelen zoals brood, kaas en pasta goedgekeurd. Sinds 20 januari 2025 mogen fabrikanten tot 4% van dit duurzame eiwit aan hun producten toevoegen. Lees meer icon.arrow--dark icon.news.dark Nieuws Klaar voor de nieuwe Machineverordening? Over krap 3 jaar, op 20 januari 2027 om precies te zijn, vervalt de bijna 20-jarige Machinerichtlijn 2006/42/EG. Opvolger is verordening (EU) 2023/1230 betreffende machines. Lees meer icon.arrow--dark Tech & Productie View all articles icon.arrow--dark icon.news.dark Marktnieuws Doseren Wat kan de voedingsindustrie leren van doseren in de farmacie? De voedingsmiddelenindustrie ontwikkelt zich razendsnel. Consumenten verwachten steeds meer variatie, gezondere samenstellingen en duurzame productie. Tegelijkertijd groeit de behoefte aan procesoptimalisatie: hogere efficiëntie, constante productkwaliteit en minder verspilling. In die zoektocht kan de voedingsindustrie veel leren van de farmacie, waar Lees meer icon.arrow--dark icon.news.dark Marktnieuws Mest als exportproduct? Van voedingsoverschot tot exportproduct – Hoe vochtmeting het pelletiseren van mest efficiënter maakt Hoge veedichtheden leiden in veel regio’s tot aanzienlijke nitraatoverschotten. Het pelletiseren van mest wordt beschouwd als een technische aanpak om deze nutriënten transporteerbaar te maken. Nauwkeurige vochtmeting Lees meer icon.arrow--dark icon.news.dark Marktnieuws Speciale vochtmeetsensor voor controle kwaliteit strooizout Wanneer het strooizout niet meer strooit De hoeveelheid strooizout wordt niet alleen bepaald door de winterse omstandigheden, maar ook door de toestand van het strooizout. Te vochtig strooizout leidt tot het vastplakken van het zout in de silo en beperkt Lees meer icon.arrow--dark
icon.highlightedarticle.dark Highlighted Reiniging Hygiënische procesvoering: maak een reinigingsplan!
Branded icon.news.dark Marktnieuws Beursorganisatie ChainCraft & Royal Avebe: lokale opschaling van biobased vetzuren Tijdens de Rotterdam Processing Week liet Joana Leíros (Process Engineer, ChainCraft) zien hoe radicaal de chemie kan veranderen wanneer je niet vertrekt vanuit olie, maar vanuit reststromen. Haar sessie was tegelijk technisch scherp en strategisch geladen: de fossiele keten kraakt, voedselreststromen stapelen Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Mengen Bouwmaterialenhandel De Bedijking ontvangt 6 Wetmix silomengers met 1-fase besturingskasten De ideale combi voor goed metselwerk. Enigszins verborgen achter de bebouwing aan de Industrieweg in Mijdrecht is een van de vestigingen van Bouwmaterialenhandel De Bedijking. Maar velen in de wijde omgeving weten dit bedrijf, onder leiding van Izaak Hooning, goed Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Vochtmeting Online vochtmeting op FGD gips FGD-gips komt voor in talloze gipsplaten en dus in heel wat woningen. Het wordt geproduceerd bij rookgasontzwaveling. Het materiaal wordt vervolgens gespoeld en daarna ontwaterd om een consistent product te produceren. Een veelgebruikte processtap hiervoor is het drogen met een Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Tech & Productie Optische sensor met breed detectieveld De Wide Beam Sensor Banner B25 van TURCK detecteert zelfs de kleinste en meest transparante objecten op betrouwbare wijze Met de B25 Wide Beam Sensor biedt TURCK een robuuste oplossing voor de nauwkeurige detectie van zelfs de kleinste en meest Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Vochtmeting Speciale sampler voor inline vochtmeting de PN1 Nauwkeurige meting van het vochtgehalte voor fijne bulkmaterialen – direct in het proces. In het geval van fijne poeders en lage vochtgehaltes bepaalt niet alleen de sensor de meetkwaliteit, maar vooral de bemonstering onder gedefinieerde omstandigheden. Precies hier komt onze Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Tech & Productie Gedroogde meelwormen, een waardevolle bron van eiwitten. Hoe optimaliseer je dit droogproces? De meelworm is een eetbare insectensoort, ook bekend als Tenebrio Molitor. Hij heeft een verfijnde smaak die doet denken aan amandelen en cashewnoten. Eetbare meelwormen zijn een bron van complexe eiwitten, zink, magnesium en B-vitamines. Gedroogde meelwormen zijn dan ook Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Tech & Productie Van zaagsel tot afgewerkte pellet: vochtmetingen zijn overal nodig Kort uitgelegd: Houtpellets worden gemaakt van zaagsel en houtsnippers. Klinkt eenvoudig, maar het proces heeft specifieke eisen aan de materiaalvoorbereiding, drogen, conditioneren, persen, koelen, zeven, opbergen. Korte toelichting: Afleveren en transporteren van grondstoffen Drogen: Het doel is een gedefinieerd restvocht, Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Tech & Productie Belang vochtgehalte bij verbranden van biomassa Verbranding van biomassa zorgt voor de levering van duurzame energie. Bij deze verbranding wordt biomassa omgezet in warm water voor bijvoorbeeld stadsverwarming, stoom, thermische olie en elektriciteit. Het hart van de installatie is de vuurhaard. De juiste verbranding zorgt voor Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Mengen MC² srl nieuw programma met lab mengers en drogers MC² is een bedrijf in het mooie Italiaanse Bologna met veel ervaring in mengtechniek. Zij leveren voornamelijk ploegschaarmengers en lintmengers voor vaste stoffen die efficiënt en snel met elkaar gemengd dienen te worden, of waar een kleine hoeveelheid (pasteuze) vloeistof Lees meer icon.arrow--dark
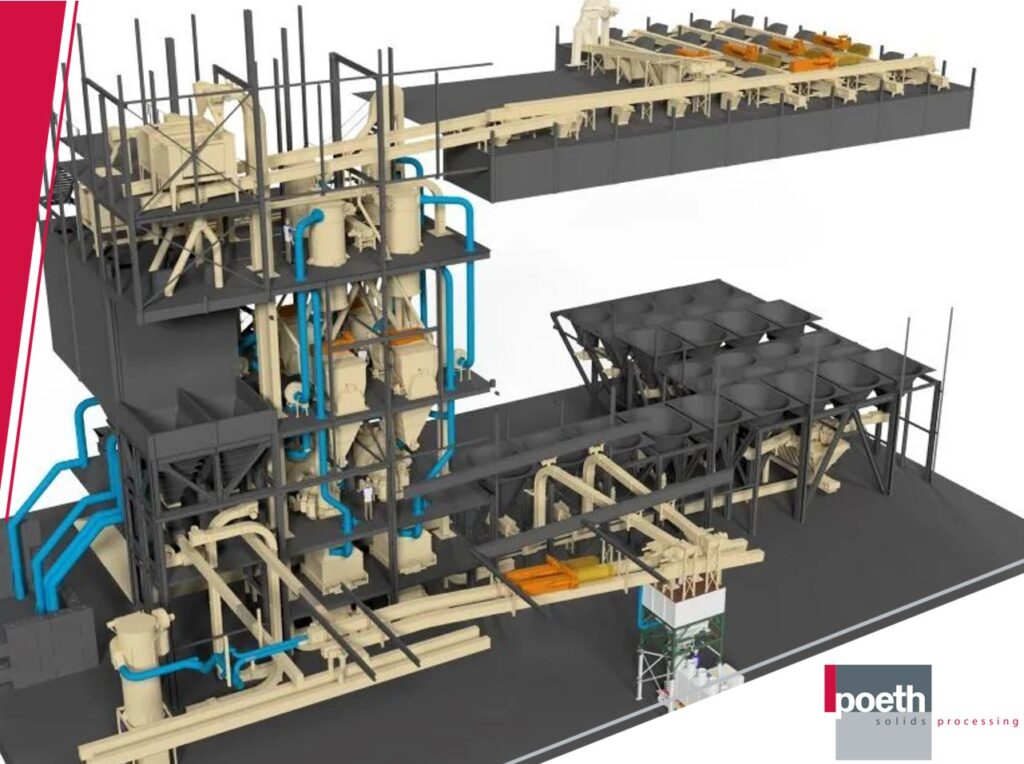
icon.news.dark Marktnieuws Installatiebouw Poeth neemt succesvol nieuwe organische meststoffen fabriek in bedrijf Om de productiecapaciteit nu én in de toekomst te kunnen blijven garanderen, besloot Fertira in 2024 om de bestaande fabriek uit te breiden met twee extra perslijnen. Daarmee wordt de capaciteit verdubbeld. Tegelijkertijd was er ook een flinke uitbreiding nodig Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Detecteer betrouwbaar luchtvochtigheid Industriële luchtvochtigheidstransmitters in gebruik. In veel industriële toepassingen moet de luchtvochtigheid continu en betrouwbaar worden gemonitord. Of het nu in hallen, riolen, machines of technische systemen is. Hiervoor bieden we industriële luchtvochtigheidstransmitters aan. Ontworpen voor continu gebruik, met duidelijke interfaces Lees meer icon.arrow--dark
icon.news.dark Nieuws Kennisdag industriële digitale transformatie Op de eerste editie van ABISS Breda kwam op 30 oktober 2025 bijna 300 ict-specialisten af voor een dag rond industriële digitale transformatie. Lees meer icon.arrow--dark
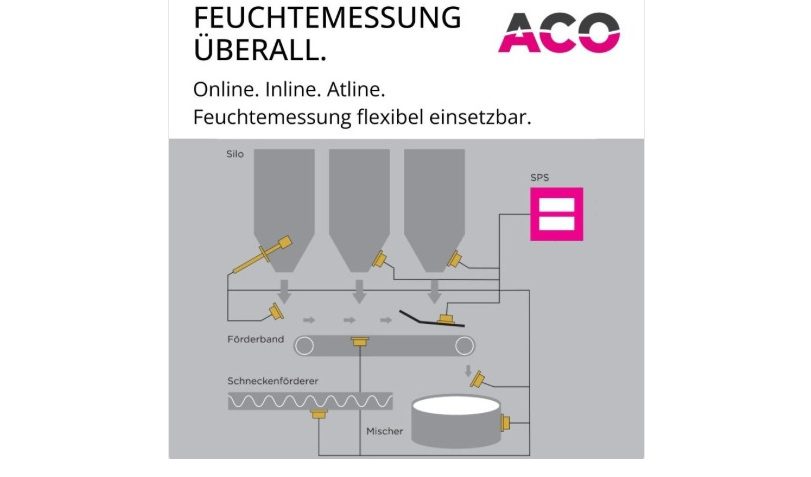
icon.news.dark Marktnieuws Vochtmetingen zitten overal, maar waar zet je hem in de praktijk in Of het nu inline, online of offline is – we meten overal. ACO-sensoren kunnen flexibel worden geïntegreerd in een breed scala aan processen: in de silo op of onder transportbanden in schroeftransporteurs in stortkokers, mixers of stortkokers Het overzicht toont Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Beursorganisatie Solids Antwerpen 2026: waar investeringsbeslissingen in de bulk- en procesindustrie samenkomen Op 21 en 22 oktober 2026 vormt Antwerp Expo opnieuw het kruispunt voor professionals actief in de verwerking, opslag en logistiek van bulk- en poedergoederen. Solids Antwerpen brengt engineers, plant managers, aankopers en beslissers samen in het hart van een Lees meer icon.arrow--dark
icon.news.dark Nieuws Overheidsgeld voor tech-innovatie Het ministerie van Economische Zaken wil de samenwerking tussen innovatieve (mkb-)ondernemers en onderzoekers stimuleren met een bedrag van € 66 miljoen. Lees meer icon.arrow--dark
icon.news.dark Nieuws Economie maakindustrie in het slop Koninklijke Metaalunie heeft zijn Economische Barometer Q3 2025 gepresenteerd en die blijft voor het najaar op ‘onbestendig’ staan. Lees meer icon.arrow--dark
icon.article.dark Artikel (F)IBC's 3D-engineering: krachtige ontwerptool voor bulkhandling installaties Driedimensionaal technisch ontwerp, kortweg 3D-engineering, vereenvoudigt maatwerkontwerp van bulkhandlingsprocessen. Bijkomend voordeel is dat opdrachtgevers kunnen zien hoe de toekomstige installatie er binnen hun fabriek uit gaat zien. Lees meer icon.arrow--dark
icon.article.dark Artikel (F)IBC's Coperion en Herbold Meckesheim: oplossingen voor verwerking en recycling van kunststoffen Op Fakuma 2024 (15-19 oktober 2024, Friedrichshafen, Duitsland) zullen Coperion en Herbold Meckesheim samen talrijke product- en procesoplossingen presenteren die zowel het compounderen als de recycling van kunststoffen aanzienlijk efficiënter maken en die consistent een hoge productkwaliteit bereiken. Coperion en Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Onderhoud Vooruitdenken – De voordelen van een servicegerichte aanpak bij voedingsmiddelenfabrikanten Bij het opzetten van een fabriek is planning cruciaal voor langdurige efficiënte processen. Coperion betrekt vroegtijdig het serviceteam erbij, aangepast aan klantbehoeften met serviceplannen, trainingen en vervangingsprogramma’s voor optimale productiecontinuïteit. Bij het configureren van een fabriek is planning altijd van Lees meer icon.arrow--dark
icon.news.dark Nieuws Proefinstallaties Oceaanschip met windondersteuning bespaart brandstof De Amerikaanse multinational Cargill heeft resultaten gepubliceerd van de eerste reis van ‘s werelds eerste oceaanschip met windondersteuning. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Onderzoek MiFood creëert wetenschappelijk bewezen gezonde mixen met maatwerk R&D-lijn Samen met het Nutritional Concepts Lab (een voedingslaboratorium van de Brightlands Campus Greenport Venlo), heeft Dinnissen een innovatieve lijn ontwikkeld om groente en fruit te verwerken tot gezonde consumentenproducten. Driejarige humane food interventie studie De initiatiefnemer van het Nutritional Concepts Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Proefinstallaties Het Coperion Recycling Innovation Center is operationeel Coperion lanceert haar Recycling Innovation Center, een hightech testfaciliteit voor kunststofrecycling. Klanten kunnen elke stap van het proces testen, optimaliseren en duurzame oplossingen ontwikkelen. Hightech testcentrum voor kunststofrecyclingtoepassingen Coperion heeft met succes haar nieuwe Recycling Innovation Center gelanceerd. In dit Lees meer icon.arrow--dark
icon.article.dark Industry news Traceerbaarheid essentieel om volgens EC 1935/2004 te werken Traceerbaarheid van machineonderdelen, zoals vereist door de Europese Food Contact Materials Regulation, is onmisbaar voor transparantie en het waarborgen van de voedselveiligheid. Belangrijke regelgeving toch? Toch is een groot deel van de sector amper bekend met de EC 1935/2004, en het belang daarvan om de (voedsel)veiligheid van processen te borgen. Zo bleek tijdens de paneldiscussie ‘Hygiënisch design en procesvoering’. Lees meer icon.arrow--dark
icon.news.dark Nieuws EFSE keurt meelwormpoeder goed als voedselingrediënt De Europese Commissie heeft de toepassing van met UV-licht behandeld meelwormenpoeder in voedingsmiddelen zoals brood, kaas en pasta goedgekeurd. Sinds 20 januari 2025 mogen fabrikanten tot 4% van dit duurzame eiwit aan hun producten toevoegen. Lees meer icon.arrow--dark
icon.news.dark Nieuws Klaar voor de nieuwe Machineverordening? Over krap 3 jaar, op 20 januari 2027 om precies te zijn, vervalt de bijna 20-jarige Machinerichtlijn 2006/42/EG. Opvolger is verordening (EU) 2023/1230 betreffende machines. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Doseren Wat kan de voedingsindustrie leren van doseren in de farmacie? De voedingsmiddelenindustrie ontwikkelt zich razendsnel. Consumenten verwachten steeds meer variatie, gezondere samenstellingen en duurzame productie. Tegelijkertijd groeit de behoefte aan procesoptimalisatie: hogere efficiëntie, constante productkwaliteit en minder verspilling. In die zoektocht kan de voedingsindustrie veel leren van de farmacie, waar Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Mest als exportproduct? Van voedingsoverschot tot exportproduct – Hoe vochtmeting het pelletiseren van mest efficiënter maakt Hoge veedichtheden leiden in veel regio’s tot aanzienlijke nitraatoverschotten. Het pelletiseren van mest wordt beschouwd als een technische aanpak om deze nutriënten transporteerbaar te maken. Nauwkeurige vochtmeting Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Speciale vochtmeetsensor voor controle kwaliteit strooizout Wanneer het strooizout niet meer strooit De hoeveelheid strooizout wordt niet alleen bepaald door de winterse omstandigheden, maar ook door de toestand van het strooizout. Te vochtig strooizout leidt tot het vastplakken van het zout in de silo en beperkt Lees meer icon.arrow--dark