icon.highlightedarticle.dark Highlighted Biomassacentrales: hoe duurzaam zijn ze? Branded icon.news.dark Marktnieuws Installatiebouw Poeth neemt succesvol nieuwe organische meststoffen fabriek in bedrijf Om de productiecapaciteit nu én in de toekomst te kunnen blijven garanderen, besloot Fertira in 2024 om de bestaande fabriek uit te breiden met twee extra perslijnen. Daarmee wordt de capaciteit verdubbeld. Tegelijkertijd was er ook een flinke uitbreiding nodig Lees meer icon.arrow--dark icon.news.dark Nieuws Installatiebouw Łukasz Patyk manager nieuw R&D center Dinnissen Dinnissen heeft Łukasz Patyk aangesteld als manager van het 2000 m² grote D-Innocenter, de nieuwe R&D en testfaciliteit bij het hoofdkantoor in Sevenum, bedoeld om de focus op klanttesten en procesoptimalisatie binnen de food, feed, pet food en chemische industrie te versterken. Lees meer icon.arrow--dark icon.news.dark Nieuws Reiniging Silo’s reinigen zonder betreding Xalis Silocleaning is gespecialiseerd in het reinigen, onderhouden en inspecteren van silo’s en opslagsystemen voor onder andere de voedingsindustrie, landbouw en chemie. Lees meer icon.arrow--dark icon.news.dark Nieuws Tech & Productie Preventief onderhoud Douwe Egberts Het maintenance-team van Jacobs Douwe Egberts in Joure heeft onlangs zijn preventief onderhoudsprogramma geoptimaliseerd. Lees meer icon.arrow--dark icon.news.dark Nieuws Veiligheid Genomineerden VOMI Safety eXperience Award De jury van de VOMI Safety eXperience Award heeft de kandidaten bekendgemaakt voor de veiligheidsprijs die op 2 juni 2026 tijdens de Veiligheidsdag wordt uitgereikt. Lees meer icon.arrow--dark icon.news.dark Nieuws Pelleteren Energiezuinige perslijn Eind 2025 heeft familiebedrijf Kamphuis Mengvoeders een nieuwe perslijn in gebruik genomen van Pelleting Technology Netherlands, dat per januari 2026 onderdeel is geworden van Ottevanger Process Solutions. Lees meer icon.arrow--dark icon.news.dark Nieuws Braindrain techsector ROVC’s nieuwste editie van de TechBarometer laat zien dat het verlies aan kennis door vergrijzing doorwerkt in de technieksector en de maatschappij, waaronder de energietransitie. Lees meer icon.arrow--dark icon.news.dark Nieuws Management Industrie krabbelt op De ING sector-update over Q4 2025 laat zien dat er voor een aantal energie-intensieve industrieën weer licht aan het einde van de tunnel schijnt. Lees meer icon.arrow--dark icon.news.dark Nieuws Management Duurzaam drogen dag Op 12 maart 2026 zal de NWGD tijdens de Duurzaam Drogen Dag ingaan op drogen met minder energie. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Tech & Productie Harmonicatunnels, een flexibele afsluiting Inschuifbare harmonicatunnels zijn dé oplossing voor een driedimensionale afsluiting. Een dichte cabine voorkomt verspreiding van stof, vonken, geluid, stank en vocht. De opvouwbare tunnels zijn multifunctioneel inzetbaar, zowel in een gebouw als buiten (stormvast). De harmonicatunnels zijn leverbaar met aluminium Lees meer icon.arrow--dark Most read Just in icon.news.dark InstallatiebouwPoeth neemt succesvol nieuwe organische meststoffen fabriek in bedrijf icon.article.dark Tech & ProductieBekerelevatoren: functie en onderdelen icon.news.dark Tech & ProductieTweedehands persschroef type TR200 te koop icon.article.dark Tech & ProductieWormwiel aandrijving: wat is het, hoe werkt het? icon.news.dark Tech & ProductieAirspeed meter icon.news.dark InstallatiebouwŁukasz Patyk manager nieuw R&D center Dinnissen icon.news.dark ReinigingSilo’s reinigen zonder betreding icon.news.dark Tech & ProductiePreventief onderhoud Douwe Egberts icon.news.dark VeiligheidGenomineerden VOMI Safety eXperience Award icon.news.dark PelleterenEnergiezuinige perslijn Looking for a reliable partner? At Solids Processing, you will find the experts in your sector. Search for companies and products. Search icon.arrow--dark View all of our suppliers icon.arrow--dark Agenda 12 mrt - icon.calendar.dark Wageningen, De Nieuwe Wereld NWGD Duurzaam Drogen Dag 2 t/m 4 jun icon.calendar.dark Jaarbeurs Utrecht VICTAM International 2026 29 sep - icon.calendar.dark Wageningen, Omnia NWGD symposium 2026 – ‘Drying in Turbulent Times’ View all events icon.arrow--dark Vacancies Solids Processing zoekt versterking van het redactieteam Parttime | Thuis PRECIA MOLEN ZOEKT SERVICE COÖRDINATOR Fulltime | Nederland Regional Sales Engineer Coperion Benelux Fulltime | Belgium View all vacancies icon.arrow--dark Receive monthly updates on the latest developments in your field in your inbox. Subscribe now to receive our newsletter icon.arrow--dark Expand your knowledge. Read our magazine directly online. Read the magazine icon.arrow--dark Receive monthly updates on the latest developments in your field in your inbox. InstagramDit veld is bedoeld voor validatiedoeleinden en moet niet worden gewijzigd.Voornaam *(Vereist)Achternaam *(Vereist)E-mail *(Vereist) * verplichte velden Je gegevens zijn veilig bij ons Ruim 500 vakgenoten gingen je voor. Volg jij ons al? LinkedIn Automatisering View all articles icon.arrow--dark icon.news.dark Marktnieuws Detecteer betrouwbaar luchtvochtigheid Industriële luchtvochtigheidstransmitters in gebruik. In veel industriële toepassingen moet de luchtvochtigheid continu en betrouwbaar worden gemonitord. Of het nu in hallen, riolen, machines of technische systemen is. Hiervoor bieden we industriële luchtvochtigheidstransmitters aan. Ontworpen voor continu gebruik, met duidelijke interfaces Lees meer icon.arrow--dark icon.news.dark Nieuws Kennisdag industriële digitale transformatie Op de eerste editie van ABISS Breda kwam op 30 oktober 2025 bijna 300 ict-specialisten af voor een dag rond industriële digitale transformatie. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Vochtmetingen zitten overal, maar waar zet je hem in de praktijk in Of het nu inline, online of offline is – we meten overal. ACO-sensoren kunnen flexibel worden geïntegreerd in een breed scala aan processen: in de silo op of onder transportbanden in schroeftransporteurs in stortkokers, mixers of stortkokers Het overzicht toont Lees meer icon.arrow--dark Management View all articles icon.arrow--dark icon.news.dark Marktnieuws Beursorganisatie Solids Antwerpen 2026: waar investeringsbeslissingen in de bulk- en procesindustrie samenkomen Op 21 en 22 oktober 2026 vormt Antwerp Expo opnieuw het kruispunt voor professionals actief in de verwerking, opslag en logistiek van bulk- en poedergoederen. Solids Antwerpen brengt engineers, plant managers, aankopers en beslissers samen in het hart van een Lees meer icon.arrow--dark icon.news.dark Marktnieuws Beursorganisatie ChainCraft & Royal Avebe: lokale opschaling van biobased vetzuren Tijdens de Rotterdam Processing Week liet Joana Leíros (Process Engineer, ChainCraft) zien hoe radicaal de chemie kan veranderen wanneer je niet vertrekt vanuit olie, maar vanuit reststromen. Haar sessie was tegelijk technisch scherp en strategisch geladen: de fossiele keten kraakt, voedselreststromen stapelen Lees meer icon.arrow--dark icon.news.dark Nieuws Overheidsgeld voor tech-innovatie Het ministerie van Economische Zaken wil de samenwerking tussen innovatieve (mkb-)ondernemers en onderzoekers stimuleren met een bedrag van € 66 miljoen. Lees meer icon.arrow--dark Onderhoud View all articles icon.arrow--dark icon.article.dark Artikel (F)IBC's 3D-engineering: krachtige ontwerptool voor bulkhandling installaties Driedimensionaal technisch ontwerp, kortweg 3D-engineering, vereenvoudigt maatwerkontwerp van bulkhandlingsprocessen. Bijkomend voordeel is dat opdrachtgevers kunnen zien hoe de toekomstige installatie er binnen hun fabriek uit gaat zien. Lees meer icon.arrow--dark icon.article.dark Artikel (F)IBC's Coperion en Herbold Meckesheim: oplossingen voor verwerking en recycling van kunststoffen Op Fakuma 2024 (15-19 oktober 2024, Friedrichshafen, Duitsland) zullen Coperion en Herbold Meckesheim samen talrijke product- en procesoplossingen presenteren die zowel het compounderen als de recycling van kunststoffen aanzienlijk efficiënter maken en die consistent een hoge productkwaliteit bereiken. Coperion en Lees meer icon.arrow--dark icon.news.dark Marktnieuws Onderhoud Vooruitdenken – De voordelen van een servicegerichte aanpak bij voedingsmiddelenfabrikanten Bij het opzetten van een fabriek is planning cruciaal voor langdurige efficiënte processen. Coperion betrekt vroegtijdig het serviceteam erbij, aangepast aan klantbehoeften met serviceplannen, trainingen en vervangingsprogramma’s voor optimale productiecontinuïteit. Bij het configureren van een fabriek is planning altijd van Lees meer icon.arrow--dark R&D View all articles icon.arrow--dark icon.news.dark Nieuws Proefinstallaties Oceaanschip met windondersteuning bespaart brandstof De Amerikaanse multinational Cargill heeft resultaten gepubliceerd van de eerste reis van ‘s werelds eerste oceaanschip met windondersteuning. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Onderzoek MiFood creëert wetenschappelijk bewezen gezonde mixen met maatwerk R&D-lijn Samen met het Nutritional Concepts Lab (een voedingslaboratorium van de Brightlands Campus Greenport Venlo), heeft Dinnissen een innovatieve lijn ontwikkeld om groente en fruit te verwerken tot gezonde consumentenproducten. Driejarige humane food interventie studie De initiatiefnemer van het Nutritional Concepts Lees meer icon.arrow--dark icon.news.dark Marktnieuws Proefinstallaties Het Coperion Recycling Innovation Center is operationeel Coperion lanceert haar Recycling Innovation Center, een hightech testfaciliteit voor kunststofrecycling. Klanten kunnen elke stap van het proces testen, optimaliseren en duurzame oplossingen ontwikkelen. Hightech testcentrum voor kunststofrecyclingtoepassingen Coperion heeft met succes haar nieuwe Recycling Innovation Center gelanceerd. In dit Lees meer icon.arrow--dark Regelgeving View all articles icon.arrow--dark icon.article.dark Industry news ‘We komen al een stuk in de richting van een productpaspoort’ Het circulair maken van machinerie en installaties in de procesindustrie vraagt om een andere mindset bij het ontwerpen, waarbij vooraf al nagedacht wordt over hergebruik in de afdankfase, en niet – zoals nu vaak – pas achteraf. Machinebouwers zijn hier volop mee bezig en lopen daarmee vooruit op een productpaspoort dat circulariteit wettelijk gaat vastleggen. Zo bleek tijdens de tweede paneldiscussie ‘circulair ontwerp’ die Solids Processing organiseerde. Lees meer icon.arrow--dark icon.article.dark Industry news Traceerbaarheid essentieel om volgens EC 1935/2004 te werken Traceerbaarheid van machineonderdelen, zoals vereist door de Europese Food Contact Materials Regulation, is onmisbaar voor transparantie en het waarborgen van de voedselveiligheid. Belangrijke regelgeving toch? Toch is een groot deel van de sector amper bekend met de EC 1935/2004, en het belang daarvan om de (voedsel)veiligheid van processen te borgen. Zo bleek tijdens de paneldiscussie ‘Hygiënisch design en procesvoering’. Lees meer icon.arrow--dark icon.news.dark Nieuws EFSE keurt meelwormpoeder goed als voedselingrediënt De Europese Commissie heeft de toepassing van met UV-licht behandeld meelwormenpoeder in voedingsmiddelen zoals brood, kaas en pasta goedgekeurd. Sinds 20 januari 2025 mogen fabrikanten tot 4% van dit duurzame eiwit aan hun producten toevoegen. Lees meer icon.arrow--dark Tech & Productie View all articles icon.arrow--dark icon.news.dark Marktnieuws Mengen Bouwmaterialenhandel De Bedijking ontvangt 6 Wetmix silomengers met 1-fase besturingskasten De ideale combi voor goed metselwerk. Enigszins verborgen achter de bebouwing aan de Industrieweg in Mijdrecht is een van de vestigingen van Bouwmaterialenhandel De Bedijking. Maar velen in de wijde omgeving weten dit bedrijf, onder leiding van Izaak Hooning, goed Lees meer icon.arrow--dark icon.news.dark Marktnieuws Vochtmeting Online vochtmeting op FGD gips FGD-gips komt voor in talloze gipsplaten en dus in heel wat woningen. Het wordt geproduceerd bij rookgasontzwaveling. Het materiaal wordt vervolgens gespoeld en daarna ontwaterd om een consistent product te produceren. Een veelgebruikte processtap hiervoor is het drogen met een Lees meer icon.arrow--dark icon.article.dark Artikel Kettingtransporteurs MOBILE: Poeders en bulkgoed flexibel overslaan met mobiele buizenkettingbaan Snel, en flexibel big bags legen of vrachtwagens vullen met een mobiele applicatie? En dat met een lager energieverbruik? Het kan allemaal met Schrage’s MOBILE, de verplaatsbare buizenkettingbaan die een boost geeft aan bulklogistiek zonder vrijkomend stof. Het systeem is ook nog eens simpel in gebruik en in een handomdraai opgezet. Lees meer icon.arrow--dark
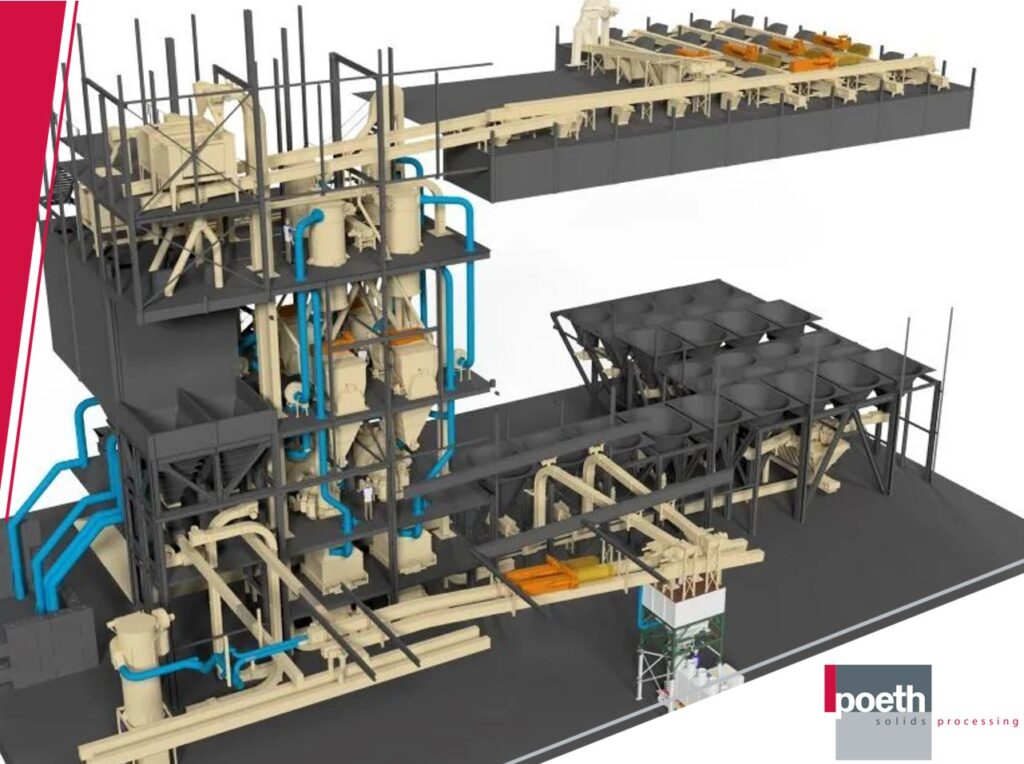
Branded icon.news.dark Marktnieuws Installatiebouw Poeth neemt succesvol nieuwe organische meststoffen fabriek in bedrijf Om de productiecapaciteit nu én in de toekomst te kunnen blijven garanderen, besloot Fertira in 2024 om de bestaande fabriek uit te breiden met twee extra perslijnen. Daarmee wordt de capaciteit verdubbeld. Tegelijkertijd was er ook een flinke uitbreiding nodig Lees meer icon.arrow--dark
icon.news.dark Nieuws Installatiebouw Łukasz Patyk manager nieuw R&D center Dinnissen Dinnissen heeft Łukasz Patyk aangesteld als manager van het 2000 m² grote D-Innocenter, de nieuwe R&D en testfaciliteit bij het hoofdkantoor in Sevenum, bedoeld om de focus op klanttesten en procesoptimalisatie binnen de food, feed, pet food en chemische industrie te versterken. Lees meer icon.arrow--dark
icon.news.dark Nieuws Reiniging Silo’s reinigen zonder betreding Xalis Silocleaning is gespecialiseerd in het reinigen, onderhouden en inspecteren van silo’s en opslagsystemen voor onder andere de voedingsindustrie, landbouw en chemie. Lees meer icon.arrow--dark
icon.news.dark Nieuws Tech & Productie Preventief onderhoud Douwe Egberts Het maintenance-team van Jacobs Douwe Egberts in Joure heeft onlangs zijn preventief onderhoudsprogramma geoptimaliseerd. Lees meer icon.arrow--dark
icon.news.dark Nieuws Veiligheid Genomineerden VOMI Safety eXperience Award De jury van de VOMI Safety eXperience Award heeft de kandidaten bekendgemaakt voor de veiligheidsprijs die op 2 juni 2026 tijdens de Veiligheidsdag wordt uitgereikt. Lees meer icon.arrow--dark
icon.news.dark Nieuws Pelleteren Energiezuinige perslijn Eind 2025 heeft familiebedrijf Kamphuis Mengvoeders een nieuwe perslijn in gebruik genomen van Pelleting Technology Netherlands, dat per januari 2026 onderdeel is geworden van Ottevanger Process Solutions. Lees meer icon.arrow--dark
icon.news.dark Nieuws Braindrain techsector ROVC’s nieuwste editie van de TechBarometer laat zien dat het verlies aan kennis door vergrijzing doorwerkt in de technieksector en de maatschappij, waaronder de energietransitie. Lees meer icon.arrow--dark
icon.news.dark Nieuws Management Industrie krabbelt op De ING sector-update over Q4 2025 laat zien dat er voor een aantal energie-intensieve industrieën weer licht aan het einde van de tunnel schijnt. Lees meer icon.arrow--dark
icon.news.dark Nieuws Management Duurzaam drogen dag Op 12 maart 2026 zal de NWGD tijdens de Duurzaam Drogen Dag ingaan op drogen met minder energie. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Tech & Productie Harmonicatunnels, een flexibele afsluiting Inschuifbare harmonicatunnels zijn dé oplossing voor een driedimensionale afsluiting. Een dichte cabine voorkomt verspreiding van stof, vonken, geluid, stank en vocht. De opvouwbare tunnels zijn multifunctioneel inzetbaar, zowel in een gebouw als buiten (stormvast). De harmonicatunnels zijn leverbaar met aluminium Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Detecteer betrouwbaar luchtvochtigheid Industriële luchtvochtigheidstransmitters in gebruik. In veel industriële toepassingen moet de luchtvochtigheid continu en betrouwbaar worden gemonitord. Of het nu in hallen, riolen, machines of technische systemen is. Hiervoor bieden we industriële luchtvochtigheidstransmitters aan. Ontworpen voor continu gebruik, met duidelijke interfaces Lees meer icon.arrow--dark
icon.news.dark Nieuws Kennisdag industriële digitale transformatie Op de eerste editie van ABISS Breda kwam op 30 oktober 2025 bijna 300 ict-specialisten af voor een dag rond industriële digitale transformatie. Lees meer icon.arrow--dark
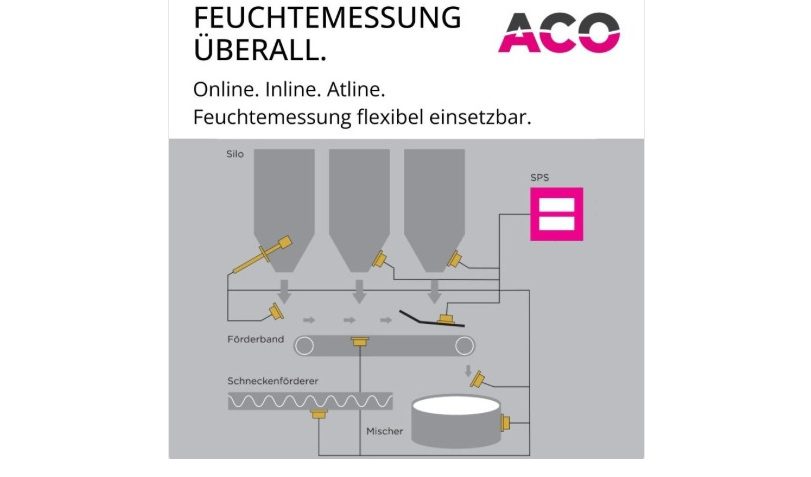
icon.news.dark Marktnieuws Vochtmetingen zitten overal, maar waar zet je hem in de praktijk in Of het nu inline, online of offline is – we meten overal. ACO-sensoren kunnen flexibel worden geïntegreerd in een breed scala aan processen: in de silo op of onder transportbanden in schroeftransporteurs in stortkokers, mixers of stortkokers Het overzicht toont Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Beursorganisatie Solids Antwerpen 2026: waar investeringsbeslissingen in de bulk- en procesindustrie samenkomen Op 21 en 22 oktober 2026 vormt Antwerp Expo opnieuw het kruispunt voor professionals actief in de verwerking, opslag en logistiek van bulk- en poedergoederen. Solids Antwerpen brengt engineers, plant managers, aankopers en beslissers samen in het hart van een Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Beursorganisatie ChainCraft & Royal Avebe: lokale opschaling van biobased vetzuren Tijdens de Rotterdam Processing Week liet Joana Leíros (Process Engineer, ChainCraft) zien hoe radicaal de chemie kan veranderen wanneer je niet vertrekt vanuit olie, maar vanuit reststromen. Haar sessie was tegelijk technisch scherp en strategisch geladen: de fossiele keten kraakt, voedselreststromen stapelen Lees meer icon.arrow--dark
icon.news.dark Nieuws Overheidsgeld voor tech-innovatie Het ministerie van Economische Zaken wil de samenwerking tussen innovatieve (mkb-)ondernemers en onderzoekers stimuleren met een bedrag van € 66 miljoen. Lees meer icon.arrow--dark
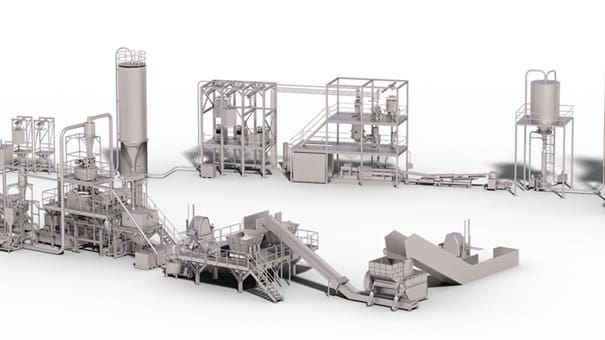
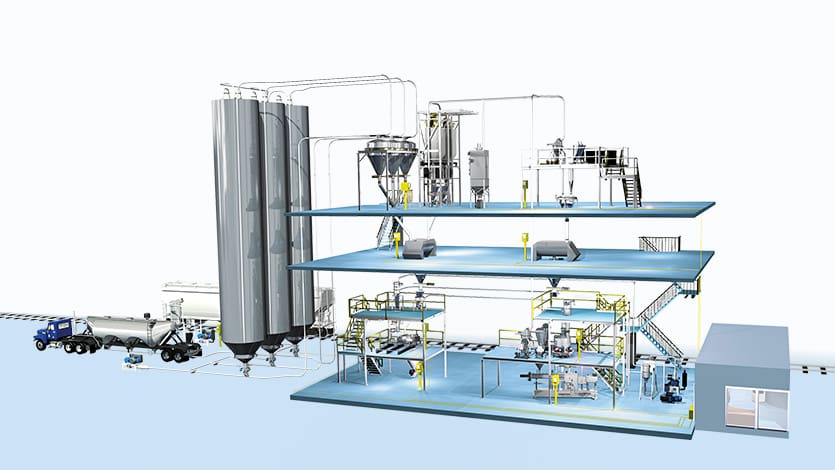
icon.article.dark Artikel (F)IBC's 3D-engineering: krachtige ontwerptool voor bulkhandling installaties Driedimensionaal technisch ontwerp, kortweg 3D-engineering, vereenvoudigt maatwerkontwerp van bulkhandlingsprocessen. Bijkomend voordeel is dat opdrachtgevers kunnen zien hoe de toekomstige installatie er binnen hun fabriek uit gaat zien. Lees meer icon.arrow--dark
icon.article.dark Artikel (F)IBC's Coperion en Herbold Meckesheim: oplossingen voor verwerking en recycling van kunststoffen Op Fakuma 2024 (15-19 oktober 2024, Friedrichshafen, Duitsland) zullen Coperion en Herbold Meckesheim samen talrijke product- en procesoplossingen presenteren die zowel het compounderen als de recycling van kunststoffen aanzienlijk efficiënter maken en die consistent een hoge productkwaliteit bereiken. Coperion en Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Onderhoud Vooruitdenken – De voordelen van een servicegerichte aanpak bij voedingsmiddelenfabrikanten Bij het opzetten van een fabriek is planning cruciaal voor langdurige efficiënte processen. Coperion betrekt vroegtijdig het serviceteam erbij, aangepast aan klantbehoeften met serviceplannen, trainingen en vervangingsprogramma’s voor optimale productiecontinuïteit. Bij het configureren van een fabriek is planning altijd van Lees meer icon.arrow--dark
icon.news.dark Nieuws Proefinstallaties Oceaanschip met windondersteuning bespaart brandstof De Amerikaanse multinational Cargill heeft resultaten gepubliceerd van de eerste reis van ‘s werelds eerste oceaanschip met windondersteuning. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Onderzoek MiFood creëert wetenschappelijk bewezen gezonde mixen met maatwerk R&D-lijn Samen met het Nutritional Concepts Lab (een voedingslaboratorium van de Brightlands Campus Greenport Venlo), heeft Dinnissen een innovatieve lijn ontwikkeld om groente en fruit te verwerken tot gezonde consumentenproducten. Driejarige humane food interventie studie De initiatiefnemer van het Nutritional Concepts Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Proefinstallaties Het Coperion Recycling Innovation Center is operationeel Coperion lanceert haar Recycling Innovation Center, een hightech testfaciliteit voor kunststofrecycling. Klanten kunnen elke stap van het proces testen, optimaliseren en duurzame oplossingen ontwikkelen. Hightech testcentrum voor kunststofrecyclingtoepassingen Coperion heeft met succes haar nieuwe Recycling Innovation Center gelanceerd. In dit Lees meer icon.arrow--dark
icon.article.dark Industry news ‘We komen al een stuk in de richting van een productpaspoort’ Het circulair maken van machinerie en installaties in de procesindustrie vraagt om een andere mindset bij het ontwerpen, waarbij vooraf al nagedacht wordt over hergebruik in de afdankfase, en niet – zoals nu vaak – pas achteraf. Machinebouwers zijn hier volop mee bezig en lopen daarmee vooruit op een productpaspoort dat circulariteit wettelijk gaat vastleggen. Zo bleek tijdens de tweede paneldiscussie ‘circulair ontwerp’ die Solids Processing organiseerde. Lees meer icon.arrow--dark
icon.article.dark Industry news Traceerbaarheid essentieel om volgens EC 1935/2004 te werken Traceerbaarheid van machineonderdelen, zoals vereist door de Europese Food Contact Materials Regulation, is onmisbaar voor transparantie en het waarborgen van de voedselveiligheid. Belangrijke regelgeving toch? Toch is een groot deel van de sector amper bekend met de EC 1935/2004, en het belang daarvan om de (voedsel)veiligheid van processen te borgen. Zo bleek tijdens de paneldiscussie ‘Hygiënisch design en procesvoering’. Lees meer icon.arrow--dark
icon.news.dark Nieuws EFSE keurt meelwormpoeder goed als voedselingrediënt De Europese Commissie heeft de toepassing van met UV-licht behandeld meelwormenpoeder in voedingsmiddelen zoals brood, kaas en pasta goedgekeurd. Sinds 20 januari 2025 mogen fabrikanten tot 4% van dit duurzame eiwit aan hun producten toevoegen. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Mengen Bouwmaterialenhandel De Bedijking ontvangt 6 Wetmix silomengers met 1-fase besturingskasten De ideale combi voor goed metselwerk. Enigszins verborgen achter de bebouwing aan de Industrieweg in Mijdrecht is een van de vestigingen van Bouwmaterialenhandel De Bedijking. Maar velen in de wijde omgeving weten dit bedrijf, onder leiding van Izaak Hooning, goed Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Vochtmeting Online vochtmeting op FGD gips FGD-gips komt voor in talloze gipsplaten en dus in heel wat woningen. Het wordt geproduceerd bij rookgasontzwaveling. Het materiaal wordt vervolgens gespoeld en daarna ontwaterd om een consistent product te produceren. Een veelgebruikte processtap hiervoor is het drogen met een Lees meer icon.arrow--dark
icon.article.dark Artikel Kettingtransporteurs MOBILE: Poeders en bulkgoed flexibel overslaan met mobiele buizenkettingbaan Snel, en flexibel big bags legen of vrachtwagens vullen met een mobiele applicatie? En dat met een lager energieverbruik? Het kan allemaal met Schrage’s MOBILE, de verplaatsbare buizenkettingbaan die een boost geeft aan bulklogistiek zonder vrijkomend stof. Het systeem is ook nog eens simpel in gebruik en in een handomdraai opgezet. Lees meer icon.arrow--dark